Las industrias alimentarias durante la transformación de las materias primas en productos procesados generan una serie de residuos/subproductos (por ejemplo, orujos de vinificación, lactosuero en queserías, restos vegetales en la producción de zumos de frutas y conservas vegetales, pieles y espinas de pescado, etc.). El destino de estos restos es diverso dependiendo de la naturaleza del residuo y de las posibilidades de aprovechamiento que existan en la zona en que se generan. La alimentación animal es el principal destino de muchos residuos vegetales por ejemplo.
La mayor parte de estos restos cuentan en su composición con compuestos interesantes desde el punto de vista nutricional o desde otro punto de vista, en alimentación humana, animal, o en otros terrenos como el cosmético y médico, o tienen propiedades fisicoquímicas que los hacen potencialmente interesantes para determinadas aplicaciones, o constituyen una buena materia prima para la obtención de nuevos compuestos o materiales.
Para la obtención de estos productos de mayor valor añadido a partir de residuos/subproductos alimentarios se pueden aplicar diversas tecnologías de transformación y conservación, que incluyen procesos físicos como la extrusión y el secado, procesos de extracción sólido-líquido, o procesos biológicos de fermentación, entre otros.
En el día de hoy hemos publicado en el blog 11 entradas en las que se describen algunos ejemplos de procesos y alternativas de valorización de residuos/subproductos de diferente naturaleza. Se trata de esumenes divulgativos realizados a partir de una selección de los cientos de articulos científicos existentes sobre estas temáticas. Las entradas han sido realizados por estudiantes de la asignatura «Valorización de subproductos de las industrias alimentarias», del Master en Tecnología y Calidad de las Industrias Alimentarias, de la Universidad Pública de Navarra.
Se puede acceder a dichas entradas a través de los siguientes enlaces:
- Residuos de tomate aplicados a productos cárnicos
- Extracción de aceite y licopeno a partir de residuos de tomate
- Residuos vegetales y obtención de antioxidantes para cosmética
- Residuos de la caña de azúcar y de la vid para la obtención de biosorbentes
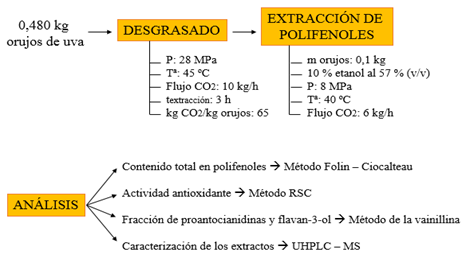
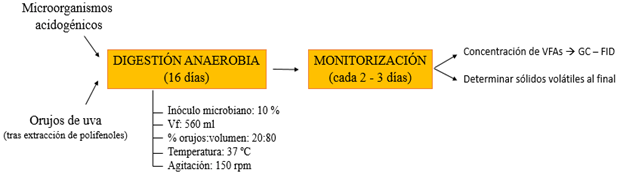
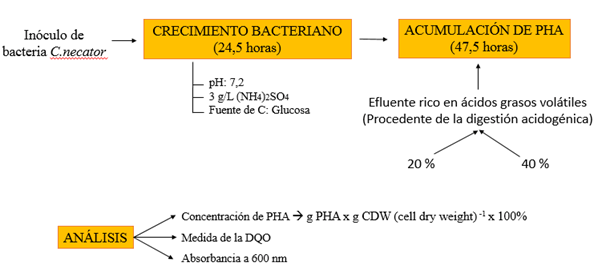
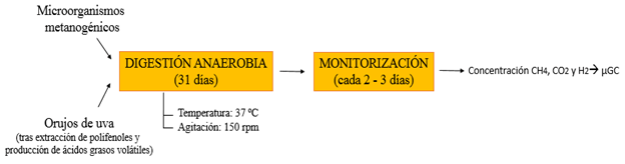
- El concepto de biorefinería aplicado a la valorización de residuos de la uva
- Residuos de naranjas para obtener fibra mediante extrusión
- Obtención de snacks por extrusión a partir de lactosuero y residuos de frutas
- Producción de bioplásticos mediante fermentación
- Produccion de enzimas mediante fermentación en estado sólido
- Aplicacion de quitosano de camarones a la conservación de huevos
- Valorización de residuos de las industrias de conservas de pescados azules